力驰数控机床主营带锯床 带锯条 圆锯机 铝切机
服务热线
15358785291
力驰数控机床主营带锯床 带锯条 圆锯机 铝切机
15358785291



鉴于贵司工件的实际要求,特推选型号 GB4240 锯床,本设备主要用 于锯切各种圆管、方管类以及各种板材类件包括各种普通金属材。
GB4240主付柱卧式带锯床是公司早期开发的设备,经过不断的改进产 品集国内外同类产品之精华,科技含量高,具有高锯切精度和**率等显 著特点,是中小批量下料的理想设备。本产品大量应用先进成熟的锯切技 术,大大提高锯床的工作可靠性;机械操作极为简便且效率高。
液压夹钳采用油缸和高精度导向杆结合,夹紧工件,工件可自锯 床后方进入锯切位置,进行锯切。
采用电气结合液压,完成锯切定位工作,滚筒式机架托料,定位更加 简单、方便。
一、主要部件:
1、锯床: 底座为钢板焊接而成的箱形结构,床身、立柱、固定其上,振动时效处 理,焊接变形小;前左侧为电气按钮控制箱及电气配电板箱,右侧为 冷却切削液箱及水泵,底四角分别有地脚螺栓孔。 床身为铸铁件固 定在底座上。床身安装有夹料虎钳,左侧的夹紧装置为夹紧丝杆穿过 液压夹紧油缸杆内孔,转动手轮或按动夹紧松开按钮控制,使左钳口 左右运动。
2、主传动部分:
蜗轮---采用锡青铜材料,并用精密的蜗轮滚刀,在精密的滚齿机上加工。 蜗杆---淬火后在精密涡杆磨床上研磨加工,表面光洁度高,精度高。 箱体---采用米汉纳铸铁,由专用镗模保证加工精度,蜗轮箱使用寿命长。
3、料架 :滚筒式机架托料
4、锯架、液压油缸升降部分 锯架是一个弓形结构,分为左、右锯架、横梁,锯架采用**钢板焊 接,通过合理的加强筋组焊而成,振动时效处理后将焊接应力重新分 布和消除,从而保证了锯架的稳定性。主动轮、被动轮、左右导向装 置、工作灯均安装在锯架上,机床工作时,锯轮逆时针转动。 并设 有简易清屑装置。升降采用立柱结合液压缸驱动。
5、锯带的导向及移动装置部分
安装在锯架横梁上的导向装置由左、右导向臂及导向头组成,左、 右导向臂都可沿燕尾榫移动,调整两导向臂间距离比工件尺寸宽40mm 左右。导向装置用于改变锯条的安装角度,使锯条与工作台垂直,为 保证锯条的切削精度,减少振动,在左右导向臂各装有一组导向(滚 动轴承)和耐 磨的导向块,锯条背部也有可以适当上下摆动的双轴承 结构。
6、夹紧装置
夹紧丝杆穿过液压夹紧油缸内孔, 由丝杆连接左虎钳沿导轨左右移 动,当左虎钳距离工件 10-30MM 时,可操作操控面板上的夹紧或松 开按钮,使工件夹紧或松开。工作时操作简单实用,能有 效满足各种 材料的切割。选装配上夹紧 1 套。
7、电器箱和电器操纵箱部分
电器柜为立柜式,放置在锯床左侧,电器箱的电器元件集中配置都
安装在里面,达到了电器元件稳定性和可靠性,延长使用寿命,大大 减少电器故障率。电器操纵按钮在操纵面板电器箱的上部,整台机床 操纵都可在操纵面板上的按钮操纵来实现。整个电气系统配置为:选 用国产Y系列标准产品。
8、液压站装置部分
液压传动系统由泵、阀、油缸、油箱、管路、集成块等元件组成的 液压回路,在电气控制下完成锯梁的升降,工件的夹紧,送料退料。 液压件采用国内知名品牌,油箱容积约为50L以上,液压站的主泵为变 量泵。
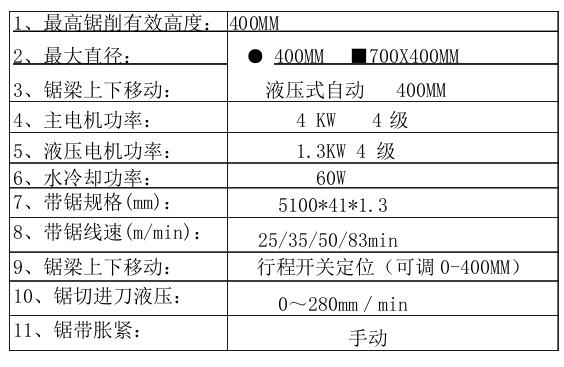
二、主要技术参数:
1、设计制造标准
数控卧式车床技术条件《JB/T4368.3-1996》
数控立式车床技术条件《JB/T9934.2-2006》
机床数控系统通用技术条件《JB/T 8832-2001》
金属切削机床安 全防护通用技术条件《GB 15760-2004》
机械电气安 全机械电气设备 第 1部分:通用技术条件《GB5226.1-2008》
2、主要关键件配置表
四、设备使用的主配件说明
1、主传动采用国内企业博新机械有限公司的产品,主电机采用江 苏英凯电机。
2、液压原件采用无锡康豪液压的产品,该产品动作性能可靠,抗污染 力强,价格性能比较高。
3、冷却水泵采用上海日韵,一个冷却泵集中冷却,冷却点分为左右导 向臂位置及锯条正上方,冷却液循环利用。
4、可选变频控制;【变频控制元件选用汇川公司的变频控制器,其它电器 元件选用德力西产品。】
5、液压油的选用:石油机油——相当于ISO VG46的油液。液压油的推荐粘 度:15200cSt。工作油温范围:-17∽70度。推荐用户使用46号抗磨液压油。